1 概述
用数控技术对C616车床进行改装,不仅可提高机床精度,提高生产率,大大减轻工人的劳动强度,减少对工夹具的投资和数量,而且适合我国国情。
2 C616的机械改装
对C616的机械改装主要在主传动系统、进给系统和刀架部分。
主传动系统改装
为提高机床的自动化程度,实现在加工过程中自动变速,对原C616主传动系统作如下改装:
取消原变速箱,将主电机换成四速异步电机;
保留原主轴箱内的背轮机构。
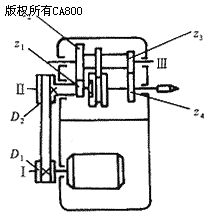
采用多速电机改装后的主传动系统示意图
通过微机控制多速电机变速和手动控制背轮机构变速,使主轴获得高、低两档共8级转速,其中每档有四级转速可以在机床加工过程中自动变换(见附图所示)。
进给系统的改装
改装后为保证较高的传动精度和传动效率,采用结构简单、步距均匀、连续性好且易于数控的步进电机,经齿轮传动驱动滚珠丝杠实现进给。
滚珠丝杠选用单圆弧滚道截面,外循环方式、精度选F级。
为了在齿轮传动中消除间隙,实现微量自动补偿以提高传动精度,选用双片薄齿轮调隙、可调拉簧式结构。
刀架部分
刀架部分是机床的重要功能部件,对其进行改装主要是为了实现多刀夹持,自动转位。将原刀架改为常州武进机床数控设备厂生产的LD4-I型四工位自动刀架。该刀架具有重复定位精度高、刚性好、使用寿命长、工艺性好等特点。
主轴脉冲发生器
为保证车螺纹时严格的运动关系,在主轴箱上安装GD7072光电脉冲发生器,通过主轴——脉冲发生器——数控系统——步进电机的信息转换系统,实现主轴转一圈,刀架纵向进给一个螺纹导程的车螺纹运动。
3 C616的数控系统
采用南京微分电机厂生产的JWK-15T型数控系统。该系统由TP8031单板机、驱动电源装置及110BF003型、110BC380B型功率步进电机等组成开环控制系统。
主要技术特性:
可控制车削端面、内外圆、任意锥面、螺纹、球面以及用球面逼近的任意曲面;
有17档进给速度;
有直线、圆弧插补功能,程序中可给出一定延时;
有自动循环,间隙补偿、程序暂停、点动、报警功能,还具有对自动刀架转位及主轴正、反转、变速、停止等装置的控制功能。